

目前幹燥機械(xiè)行業製造雙錐回轉幹(gàn)燥機時普遍使用夾套加熱裝置。但是其具有受(shòu)熱不均勻的缺點,加(jiā)熱介質難以進入部(bù)分(fèn)夾套(tào)死(sǐ)角區域,影響產品(pǐn)質量和產量。加熱介(jiè)質容易在夾套內結垢。加熱介質(zhì)會因重力問題產生加熱(rè)偏向並引起熱利(lì)用率低的問題。另外夾套加熱(rè)裝置屬於壓力(lì)容器,對使(shǐ)用(yòng)場(chǎng)所和後期維護會有(yǒu)所限製。夾套加熱裝(zhuāng)置由鐵板與不鏽鋼板焊接而成,材料膨脹(zhàng)係數不同,長時間使用有容易滲漏的缺點。

如圖中的夾套加熱(rè)裝置就存在(zài)加熱死(sǐ)角(jiǎo),蒸汽無(wú)法進入。
應客戶要求,我公司決定將目前常用的夾套加工方式改為使用盤管加熱裝(zhuāng)置。盤管加熱裝置解決了夾套加熱裝置受熱不(bú)均勻的缺(quē)點。
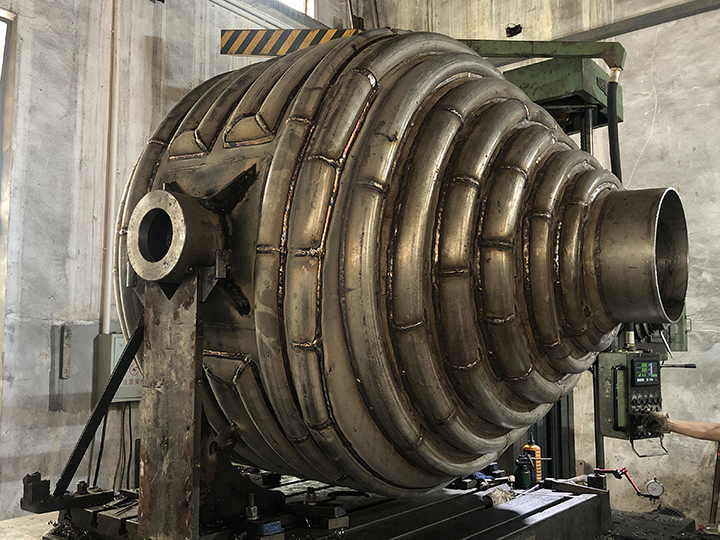
圖為正在進(jìn)行鏜銑加工的盤管加熱裝置
采用盤管加熱裝置後,加熱介質由盤(pán)管加熱入口進入,經過盤管螺(luó)旋前進,由(yóu)盤管加熱(rè)出口流出。加熱介質在盤管內流動,消除了加熱盲區(qū)。有效加熱麵積得到增(zēng)加,使得(dé)加熱(rè)速率(lǜ)加快,受熱度增高。加熱介質不容易在盤管內結垢,易維護清理。盤管加(jiā)熱(rè)裝置不屬於壓力(lì)容器,對場地(dì)要求(qiú)低,使用(yòng)壽命長。且盤(pán)管(guǎn)加熱(rè)裝置可以在通入加熱介質將物料加熱濃縮後再通入冷卻介質將物(wù)料冷卻(què)結晶,實現前段(duàn)加熱(rè)濃(nóng)縮,後段冷卻結晶。節約(yuē)了生產空間,提升生產(chǎn)效率。
")
")


")
")
式連續幹燥機")
幹燥機")



